
54.6K
Downloads
282
Episodes
Join Renaud Anjoran, Founder & CEO of Sofeast, in this podcast aimed at importers who develop their own products as he discusses the hottest topics and shares actionable tips for manufacturing in China & Asia today! WHO IS RENAUD? Renaud is a French ISO 9001 & 14001 certified lead auditor, ASQ certified Quality Engineer and Quality Manager who has been working in the Chinese manufacturing industry since 2005. He is the founder of the Sofeast group that has over 200 staff globally and offers services (QA, product development & engineering, project management, Supply Chain Management, product compliance, reliability testing), contract manufacturing, and 3PL fulfillment for importers and businesses who develop their own products and buyers from China & SE Asia. WHY LISTEN? We‘ll discuss interesting topics for anyone who develops and sources their products from Asian suppliers and will share Renaud‘s decades of manufacturing experience, as well as inviting guests from the industry to get a different viewpoint. Our goal is to help you get better results and end up with suppliers and products that exceed your expectations!
Episodes
Wednesday Oct 28, 2020
Wednesday Oct 28, 2020
In This Episode...
You're listening to part 9 of our mini-series guiding you through effective vetting of Chinese suppliers that will help you to find the best possible manufacturer for your products (you can catch up on the entire mini-series on vetting Chinese suppliers here 😉)
This episode (recorded in late October 2020) is particularly timely as many importers aren't able to travel to China to check on their new or current suppliers' progress, so getting an understanding of how their business is doing and if they're engaging in any practices which could cause risks for your supply chain (such as if they were to be shut down by the government for flouting certain regulations). Therefore, understanding how and why to perform in-depth due diligence is an important step to assuring supply chain stability and quality for those of us in who can't visit China yet and as a standard part of your vetting process to stamp out risks.
Show Notes
00:00 - Why is performing due diligence on suppliers in China so important at the moment? China hasn't been unaffected by the pandemic. Can you be sure that your supplier is going to stay in business, for example? This would be a big issue if a key supplier were to suddenly close down. Also, explaining why some manufacturers won't disclose if they are having some difficulty.
06:00 - Why the lack of travel to China causes trouble for buyers who lack visibility into their supply chains. Being unable to visit suppliers' factories blocks many buyers from making their own subjective evaluations based on what they see (👂 listen to this episode about On-site, Subjective Factory Evaluations), so a lot of buyers have no idea if their suppliers are in good shape or not and feel worried that they could be at risk.
07:54 - How even local buying offices with foreign staff in China may have limited visibility into the suppliers due to local COVID restrictions.
10:03 - When performing due diligence, what are the points to focus on (modelled on what we do for clients here at Sofeast)?
- Checking on how are the real company owners
- Looking into the financials of the company
- Assessing levels of debts and who creditors are
- Ownership changes
- Has capital been transferred for new companies
- Checking that in-house processes adhere to specific regulations
All of the above are best accompanied by an on-site visit where the operations are examined in detail in order to find out about company health. An example is given where the inspector sees that the company is now leasing out a part of their facility to a different organization where they used to occupy all of it. Is this a cause for concern that the company isn't doing so well?
15:38 - Checking that in-house processes don't fall foul of local regulations. How this can cause a factory to be very quickly shut down in China for this, losing you a supplier overnight! Checking relevant licenses for polluting processes etc is necessary.
17:38 - The differences between 'Old China' and 'New China' in terms of suppliers. With 'Old China' thinking factory owners are more likely to skirt certain rules and play fast and loose with the law (examples provided), and 'New China' where owners behave in a more sustainable way and follow the rules. The latter are far more risky suppliers to work with these days as government scrutiny and enforcement increases.
21:10 - Common strategies of 'Old China' manufacturers to be aware of. Is an owner sinking all of their money into real estate, or perhaps has moved their operations out of a major city into a more undeveloped area or province in order to reduce scrutiny? Buyers need to be aware of tricks like this which are possible red flags.
25:21 - How the culture is changing, leading to less risk for buyers.
27:37 - Is there more transparent business information out there for buyers who are examining suppliers? The forthcoming corporate social credit system could be a game-changer here as it will show importers very transparent information about companies' health and affairs.
29:44 - Why financial information, such as accounts, don't give a picture of the present time + recap of the 'Big 2' due diligence points: Financials and respect for regulations. How all of this is industry and product-specific, so checking certifications and test reports is also needed.
32:15 - The serious risks you need to investigate when examining a potential supplier. Don't trust anything without confirming it. Focus on the key points of importance, such as:
- Their long-term stability
- Relatively healthy financials
- Ownership and management
- Stability of their suppliers (your sub-suppliers)
- Processes and efficiency for cost-control
- Experience in your product niche
- Familiarity with standards for your country/market
36:25 - Should a backup supplier be planned for in order to switch if there are issues with current suppliers? Explaining how to organize this in order to guard against the discontinuity of supply.
Extra information you may find helpful
- This episode used this blog post as its basis.
- Learn more about how and why to arrange a backup supplier.
- Sofeast provides a convenient supplier background check solution where we take care of supplier due diligence on the ground here in China for you.
Get in touch with us
- Connect with us on LinkedIn
- Send us a tweet @sofeast
- Prefer Facebook? Check us out on FB
- Contact us via Sofeast's contact page
Get even more great content or assistance with your own project
- Visit our website at Sofeast.com
- Subscribe to our YouTube channel
Subscribe to the podcast
There are more episodes to come, so remember to subscribe! You can do so in your favorite podcast apps here:
Get in touch with us
-
- Connect with us on LinkedIn
- Contact us via Sofeast's contact page
- Subscribe to our YouTube channel
- Prefer Facebook? Check us out on FB
Wednesday Oct 21, 2020
Wednesday Oct 21, 2020
In This Episode...
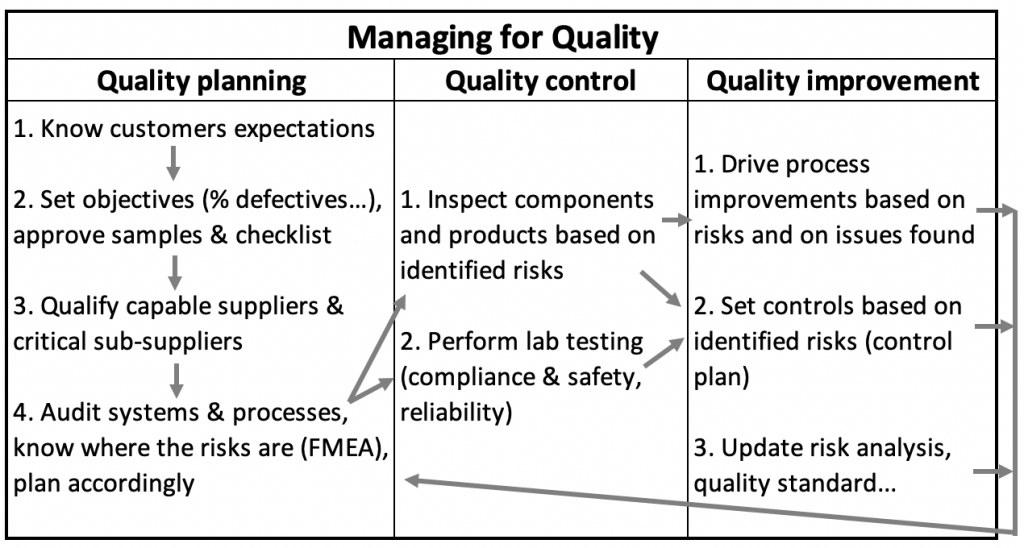
Our CEO Renaud Anjoran (whose background is as a Certified ISO 9001 & 14001 lead auditor, ASQ certified Quality Engineer, and Quality Manager) discusses the Quality Management Process, including its 3 main sections: Planning, QC, and Improvement. This process allows buyers to plan ahead to assure good quality from the start of the project, use real data to pinpoint and eliminate quality issues they're getting from a supplier, and to stop issues from recurring in future by putting in place processes and systems that prevent the issues from reoccurring in future.
The takeaway from this episode is a proven QM process which you can use to improve your own quality, and it's based on this graphic which is referred to throughout:
Show Notes
00:00 - Summarising the quality management process and its basis in the Juran trilogy, namely the planning, control, and improvement phases.
06:34 - What benefits do implementing such a quality management plan provide to buyers over those that don't pay as much attention to quality management activities? Instead of flying blind, the QM process allows improvement to processes which would otherwise keep throwing up quality issues. Measuring data also allows better control over component suppliers. Overall, poor performance across the supply chain has a negative effect on your business, not necessarily theirs.
11:04 - Best practices for getting started with quality management if you're starting from scratch. As a minimum, document your requirements (what you and your customers will or will not accept) as this allows you to point out if a supplier has done something wrong that deviates from them! Without this, you can see how improving quality may be an issue if a supplier disagrees with your assessment.
Based on the requirements, the second key best practice would be to do some QC inspections (including product reliability & compliance) - fundamentally, do the products reach your expectations?
17:56 - Can 'small buyers' affect change? If you're a very small buyer, let's say 0.1% of a factory's output, for example, driving change in your suppliers may not be possible as they will not listen to you. However, if you account for 10, 20, or 30%, for instance, then it's a different story.
18:43 - Do quality recurring quality issues leave small buyers like some FBA sellers in a difficult position? What can you do to protect your business and improve quality? Would it be as drastic as needing to switch to a new, better supplier? Assuming the factory is capable, it may be a design, material, or component issue, so this is worth looking into when you have some quality and defect information.
***
Going through each step of the quality management one by one to illustrate the process that buyers can follow in detail.
21:59 - Quality planning
- Know your customer expectations (a good specification sheet and drawings will be helpful)
- Set objectives (approving samples is an important step here and boundary samples may be effective if you have a little tolerance between two points)
- Qualify supplier & sub-suppliers (we refer to this episode on different supplier types)
- Audit systems and processes, find risks (FMEA), plan accordingly
28:51 - Quality control
- Product/material inspections (product inspections can be before during and after production, although DUPRO is favorable as there is then time to make changes before all products are finished)
- Laboratory testing (some samples are sent to labs for reliability/compliance/safety testing, especially if they cannot be done on-site at the manufacturer's facility)
31:00 - Quality improvement
- Use problems found during auditing or QC to drive improvements
- Set controls on identified risks (this could be a preventive maintenance plan, for example)
- Keep updating the quality standard as and when new issues occur, also the risk analysis for when new risks are found, and feed back to the supplier if there are issues with materials or components coming from a certain sub-supplier
Extra information you may find helpful
- Explore this topic in more detail in this blog post over on QualityInspection.org: How Quality Planning Drives QC and Process Improvement
Get in touch with us
- Connect with us on LinkedIn
- Send us a tweet @sofeast
- Prefer Facebook? Check us out on FB
- Contact us via Sofeast's contact page
Get even more great content or assistance with your own project
- Visit our website at Sofeast.com
- Subscribe to our YouTube channel
Subscribe to the podcast
There are more episodes to come, so remember to subscribe! You can do so in your favorite podcast apps here:
Get in touch with us
-
- Connect with us on LinkedIn
- Contact us via Sofeast's contact page
- Subscribe to our YouTube channel
- Prefer Facebook? Check us out on FB
Wednesday Oct 14, 2020
Wednesday Oct 14, 2020
In This Episode...
You're listening to part 8 of our guide to the effective vetting of Chinese suppliers that will help you to find the best possible manufacturer for your products.
In this episode, we're discussing factory testing facilities and how they can help you to assess how capable a supplier is. Ask the question: "How can this supplier know that their product is good if they're unable to test that products reach my specifications, quality, and safety requirements?"
So, when vetting a supplier, paying attention to their testing facilities is a worthwhile step either for yourself (if you're visiting a factory in person) or for your auditors who assess the supplier on behalf, as their professionalism in testing speaks for their overall ability and quality-consciousness.
Show Notes
00:00 - Intro and catch up about the state of things in Hong Kong and China re: manufacturing and restrictions to visiting these days (late 2020).
03:33 - What testing gets done in a factory (or not) and why is this important to pay attention to? Some Chinese suppliers won't do much more than a visual check on products before shipping. Therefore this possible lack of testing can cause problems for the buyer if a supplier doesn't check components, materials, or finished products. Therefore auditors will be interested in in-house testing equipment and its processes and condition.
08:00 - Why checking the factory's testing equipment is the easiest way to flag a manufacturer that doesn't care about quality (if it's unused or in poor condition this should tell you what you need to know).
09:11 - If your supplier conducts its own testing and provides you with a test report or self-declaration certificate of some kind, what are you looking for here? Firstly, this is a good sign that they take quality and compliance seriously. Secondly, if you were, say, sued and in court, after a product caused an injury, what you as the 'supplier' did to ensure consumer safety would be investigated and product testing reports from your supplier would be of benefit to you to dispel accusations of negligence. Thirdly, ideally, you will also conduct your own lab tests on some random samples picked from the batches in addition to your supplier's in-house testing, as this provides you with solid evidence of product quality, safety, and compliance that cannot be 'tampered with.'
13:03 - Some examples of testing for different types of products and some key observations about what suppliers may or may not do in these cases:
- Garment factory - they often don't record test results after doing them.
- Consumer electronics (music amp) - buyers usually perform their own tests in order to keep electronics suppliers accountable and drives improvement.
- Batteries - suppliers will be doing tests on 100% of the batteries. It's important to get data about batteries that haven't passed in order to make sure that the tests aren't just for show.
- LED suppliers - it's fairly standard for them to have quite expensive in-house testing equipment and this will be expected by customers.
- CMM machines - these are expensive devices to precisely check the dimensions of mechanical parts. Even though the cost is high some factories even have one of these machines simply as it's expected, but don't use it!
Key point: If a supplier shows you some fancy testing equipment, make sure that they can back up its use by showing you accurate results.
20:50 - Do even very simple products call for a supplier to require in-house testing facilities? Some tests, such as chemical tests will need to be in a lab so this kind of equipment likely will not be in-house. A better way to look at this is how often you're likely to need to do the tests - on simpler products it would perhaps be less so. Therefore, conducting occasional tests in a 3rd party lab would be fine as the expense of purchasing in-house testing equipment may be prohibitive for a supplier in this case.
23:07 - Is it helpful to have a supplier's test reports in hand when you go to a laboratory to conduct your own tests on the product samples? While having a test report from a client is useful as we discussed earlier, you should not need it to know which tests to perform. In order to buy from China safely, you need to be fully aware of the kinds of tests your product is required to undergo in order to be compliant and safe (so you're not taking a supplier or lab's word for it alone).
24:49 - The risks of 'buying cheap stuff from China' without understanding your liabilities as an importer and what kind of testing is required. An example: The very unbalanced PPE industry has now got a lack of trust on both sides, which has been increased by people rushing into buying without performing the necessary checks.
27:22 - Why the testing of high-risk products is all the more important based on the experiences in the PPE market in 2020.
28:12 - Some examples of the testing equipment you'll typically find in factories which produce products with common processes, such as electronic assembly, injection molding, etc. Smaller factories often won't be proficient in testing at all, but larger factories often have sophisticated and expensive testing equipment in the factory.
33:51 - Conclusion: Factory testing facilities and in-house tests are useful in a vetting sense as they help you to assess supplier proficiency and red flag those that aren't quality-conscious.
Extra information you may find helpful
- This episode used this blog post as its basis: Factory Testing Facilities
- Explore Sofeast's factory audit solutions, get pricing, and arrange your audit
- Go back and listen to all of the episodes in our mini-series about vetting Chinese suppliers
- Read more about lab testing in this blog post, too: The five types of product TESTING laboratories in China
Get in touch with us
- Connect with us on LinkedIn
- Send us a tweet @sofeast
- Prefer Facebook? Check us out on FB
- Contact us via Sofeast's contact page
Get even more great content or assistance with your own project
- Visit our website at Sofeast.com
- Subscribe to our YouTube channel
Subscribe to the podcast
There are more episodes to come, so remember to subscribe! You can do so in your favorite podcast apps here:
Get in touch with us
-
- Connect with us on LinkedIn
- Contact us via Sofeast's contact page
- Subscribe to our YouTube channel
- Prefer Facebook? Check us out on FB
Wednesday Oct 07, 2020
Wednesday Oct 07, 2020
In This Episode...
Today we're discussing compliance testing.
Compliance testing is not only a crucial tool for reducing product risks and assuring their safety, but it also enhances consumer trust and confidence in your brand which is ever more valuable in today's world.
You'll carry out tests on your products to assure that they're safe, don't include restricted materials, and are saleable in your markets. Tests may also include your packaging, too. Jump into the episode to start to explore just why this testing is an important step that YOU need to be in control of.
Show Notes
0:00 - Podcast & topic intro + introduction product tests. Defining what product tests are into roughly 2 large families of tests, reliability tests and compliance tests. Includes some examples, such as drop tests. Why many compliance tests are dictated by consumer safety regulations which can be rather country and product-specific.
07:00 - Why not all compliance testing leads to certifications and examining what a test report is. The big difference between a test report and a full certification. Why test reports may not be trustworthy...what to be cautious of, such as NOT getting a test report from a supplier (the level of trust you have with a supplier is connected to the manufacturing contract you have with them).
14:19 - Exploring what 'certification' means. This is more serious than a 'test report.' They tend to be product-specific and are done towards the end of the development stage of a new product. A lab will test the products AND provide certification to a certain standard which is more complex and with increased oversight.
They often look at manufacturing processes and systems and so are more difficult to obtain.
15:48 - The benefits of regularly testing to a certification's standard. This isn't the same as becoming certified, but it will provide oversight on production runs to assure that they remain compliant and safe. A random testing regime is better if testing 100% of batches aren't possible. Not testing and/or letting your supplier know when products are or are not being tested opens you up to abuse.
17:53 - Is it 'safe' to use Chinese testing labs? Many larger companies prefer testing in Hong Kong as they have trust issues with mainland labs in general. Chinese labs' internal control may not be as high as foreign names, but they're likely to be cheaper. Checking that the lab is certified to ISO 17025 and checking that their nominated scope applies to your product type is a 'must do.' Where to find lists of accredited labs. A few horror stories about a lack of integrity in labs.
24:36 - Vetting the right lab. Discussing best practices for when trying to find the right lab for your compliance testing.
26:09 - How do buyers know what kind of testing and certifications they require? Many resources exist online in paid and free formats for buyers to research the right standards that apply to their products. You can speak with people who have been there and done it before. There's also the option of working with companies like Sofeast or Compliancegate on your project to assure the correct testing and procedures are followed for your compliance. A good tip is to request quotations from testing labs - this will provide you with the tests they believe you require to be compliant (this may vary from lab to lab).
The dangers of doing 'too many tests' as this can get quite expensive and they may not all be strictly necessary.
31:28 - Would you instruct factory auditors to focus on the key tests and standards products must undergo and comply with? Yes, auditors can bear these in mind during the initial vetting process, or ongoing factory audits on a factory who has been producing for you over time. Checking if the factory is doing the testing that they have, say, committed to do is just another process to check during process audits, for example.
34:24 - What information should you provide to testing labs when requesting a quotation? Giving you a helpful list of the product-specific information points to prepare, such as region for sale, materials, image, instructions, etc.
35:47 - Wrapping up - knowing your risks and why compliance testing protects you. A serious compliance issue can be enough to kill a company and the supplier usually doesn't share responsibility. Reiterating that for safety's sake YOU need to control the compliance testing process, not leave it to your supplier. Also, your own certification (with your name on it, not your supplier's) can also be used to market your product.
Extra information you may find helpful
- Sofeast's resources on reliability tests such as HALT Testing (Highly Accelerated Life Test) and Life Test To Determine Product Reliability. (See even more in our glossary)
- Need help to work out which compliance testing your product requires and to set up a relevant and effective testing plan? Sofeast can help you with this compliance testing solution.
- Here's the list of CPSC accredited testing laboratories.
- If you're stuck and need some expert feedback on your project, our friends at Compliancegate.com should be able to help answer your questions around product compliance and testing, too. You may also benefit from checking ProductIP.com if you're in the EU.
- Read these posts from my blog for extra info: Product Compliance 101: What Every Importer Must Know [Q&A] and CPSIA Compliance For American Baby & Kids Product And Toy Importers
Get in touch with us
- Connect with us on LinkedIn
- Send us a tweet @sofeast
- Prefer Facebook? Check us out on FB
- Contact us via Sofeast's contact page
Get even more great content or assistance with your own project
- Visit our website at Sofeast.com
- Subscribe to our YouTube channel
Get in touch with us
-
- Connect with us on LinkedIn
- Contact us via Sofeast's contact page
- Subscribe to our YouTube channel
- Prefer Facebook? Check us out on FB